



 您现在的位置:
您现在的位置:精准深孔钻工件安装调整方法
1.夹紧工件
清理工件披锋及清洁工作台面。
校正基准面分别与X轴和Y轴平行,然后夹紧工件。
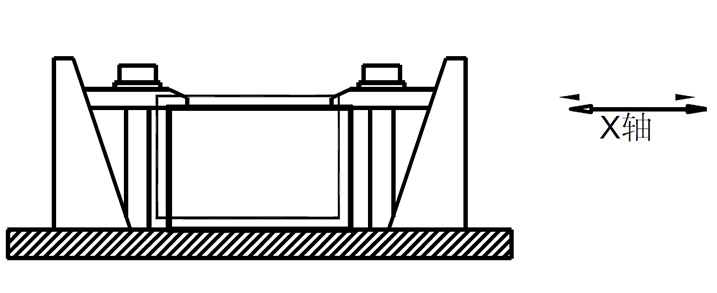
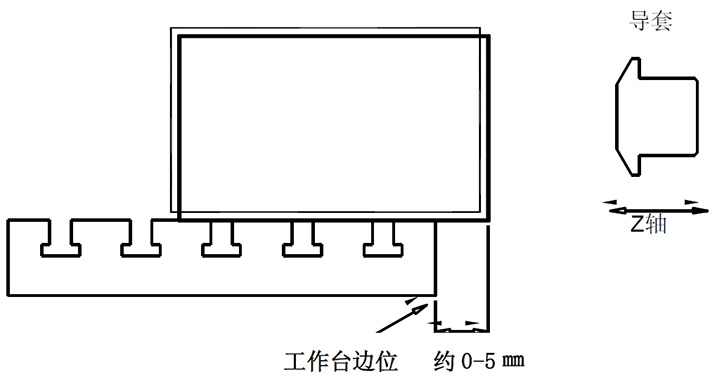
大约安装位置如图:保持工件凸出工作台面0-5mm,否则使加工时导套与工件不能紧贴,导致漏油影响加工效果。
大约安装位置如下图:
2.如工件属圆柱或不规则形状,请用“V”型座或专用夹具如下:

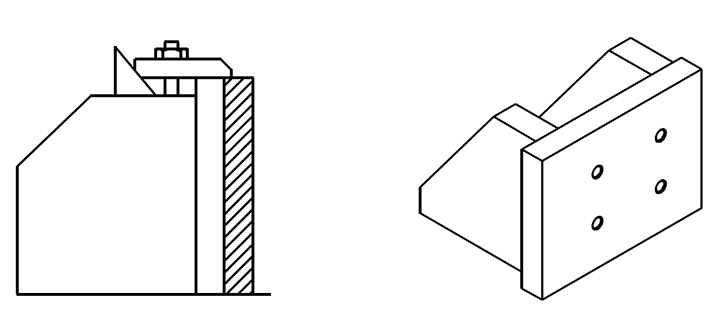
3.如加工竖直薄板,请准备支撑背板。
4.工件碰数分中:
先用较表较正工件,再用分中棒及φ20直径内孔导套,装上导套座,进行碰数分中,碰数时注意:X或Y轴碰到工件时,行走X或Y轴方向不要摇错手轮。
注意事项:
a)请勿多板重叠加工。
b)如钻孔位置有通孔,重叠或交叉,请先塞通孔两端, 避免漏油影响钻咀润滑油量,同时加工到重叠,交叉位置时要减慢进级量。
c)此深孔钻只能加工硬度低于HRC40°材料。当遇到材料贴近HRC40°硬度时要减慢进级量及转速。
d)当加工时遇到材料内杂质,要减慢进级量。