
精准公司强势推出经典之作集枪钻、单管钻、铣削、攻丝多功能于一体的双螺杆驱动七轴深孔钻。双螺杆驱动变角技术,独特新颖的设计,使功能和性能上达到完美的结合,可以有效地解决复杂的深孔加工难题。精准七轴机堪称深孔钻性能之王!
首次运用双螺杆驱动变角技术,在提高角度范围的同时也降低了螺杆的负载,从而使机床的性能大幅提升。(专利技术)
相对水平方向主轴头向上可转动20°,向下可转动35°,相比业界提高了35% 的角度范围,可以更加迅速地变换角度,提高运行效率。
由于双螺杆分散了钻孔滑台的负荷,降低了螺杆运动的损耗,从而有效的提高运动部件的使用寿命,同时也保证了精度的持续性。
双螺杆驱动的变角承载平台经过了科学的设计创新,并采用台湾高精密滚柱式线性滑轨。高刚性结构能降低在变角转动过程中引起的振动,避免了单螺杆结构中易出现的摆动现象。
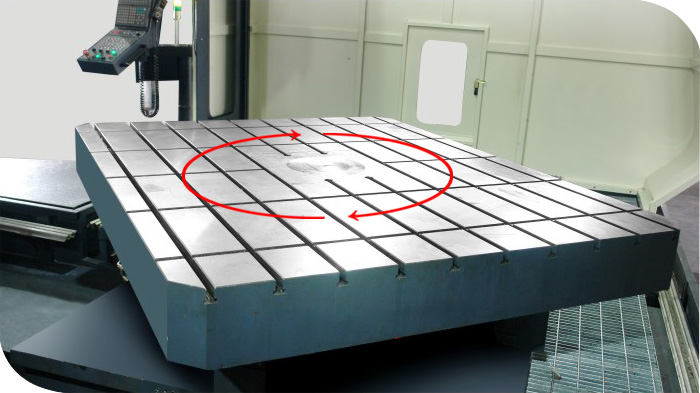
精准联合德国顶级回转工作台生产厂商,在中国生产高精密回转工作台,为机床量体订制,因为精准更懂深孔钻的需求。
静压导轨相对传统的接触式导轨有诸多突出的优势:
静压导轨相对传统的接触式导轨有诸多突出的优势:
根据深孔钻的特殊需求,为每种深孔钻型号量身订制回转工作台的规格,其尺寸及承重规格均追求科学合理,同机床整体配合缜密,相得益彰。

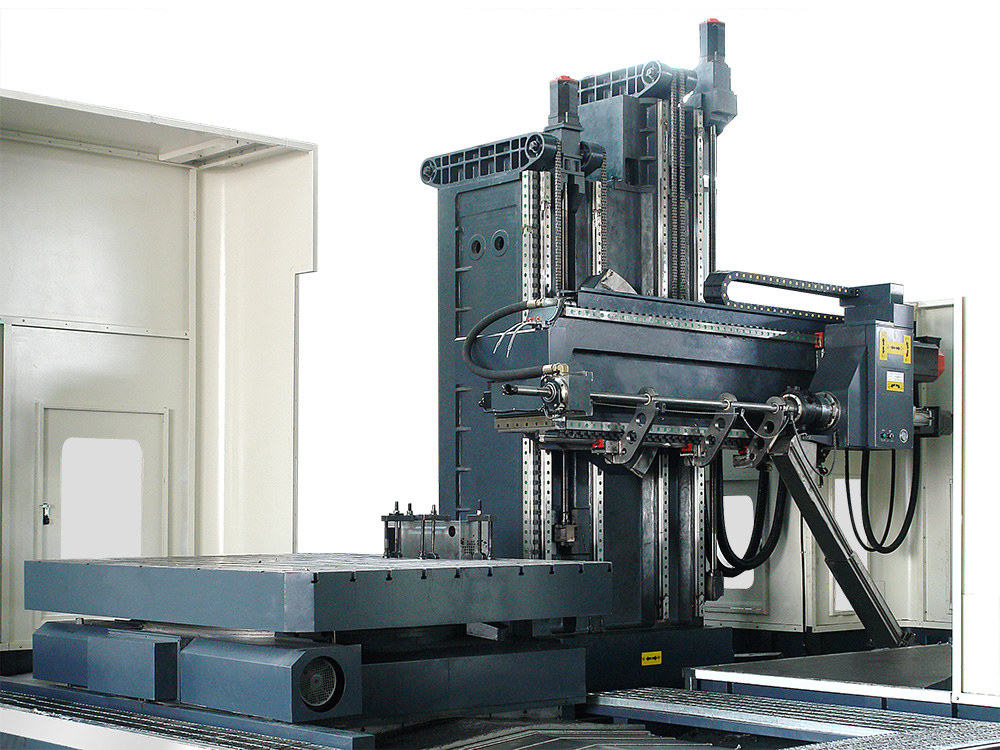
由于铸件有着良好的吸振性和稳定性,精准机床床身均采用优质铸件精细打造而成。 所有床身均由资深工程师进行科学的结构设计,根据机床工作条件和金属材料的特性以及铸造工艺对床身的几何形状和尺寸大小进行周密的分析,选用优质原材料,结合先进的铸造工艺,严谨控制每一道生产工序。确保内部及外部质量达到较理想状态后,再经二次时效处理,消除内应力,使铸件更持久不变形。
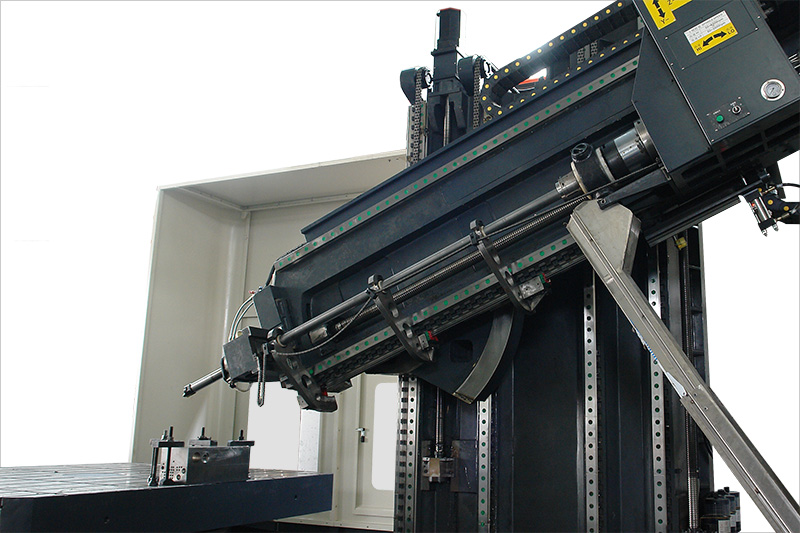
机床床身主要由底座及立柱构成,底座保障了工作台及立柱运动的稳定性,立柱则保障了钻孔精度及刚性,二者做为机床的构建基础,也是确保机床能发挥强悍性能的前提条件。为避免因单管钻及重铣削加工而引起振动,底座及立柱以超常规的设计理念,对几何规格进行加粗加大,并各采用四条台湾滚柱式线性滑轨(机型:AMG38),其稳定性及厚重感在业界首屈一指。
依据切削受力分析,机床主轴在加工过程中,会在卧式滑台跟工件之间产生强烈的反作用力。旧款机床的滑轨设计方式其作用力全部分布在平行滑轨的侧方,虽然精准在立柱上采用四条滚柱式线性滑轨(机型:AMG38),其刚性已有卓越的表现,但根据滚柱式线性滑轨的受力原理,侧方着力没有将滑轨的性能发挥到最佳状态。精准对机床性能的极致追求,在四条滑轨的垂直面新增一条强力滚柱式滑轨,由滑轨正面主要承载主轴产生的切削力,另外四条滑轨主要承载卧式滑台的平衡力。升级后在重型铣削及单管钻加工时的进给量明显加快,精度和稳定性也得到进一步提升。

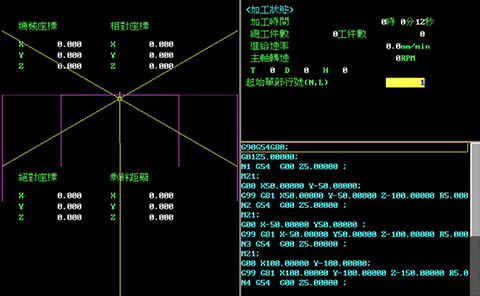
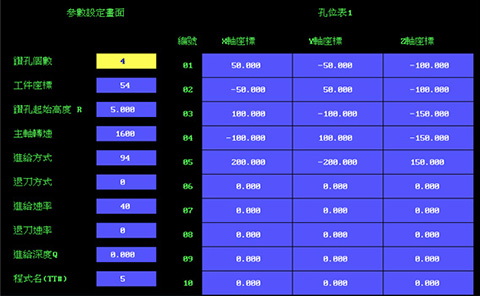
本机拥有丰富的功能,必须搭载强大的控制系统来实现智能化操作。精准跟台湾领先的控制系统厂商SYNTEC深度合作,进行控制系统的专属订制,将更多的创新设计完美融入到控制器中。精准独创图像程式,无需冗余繁杂的代码编程,只需要简单输入加工尺寸,控制七轴机如控制三轴机一样简单,给使用者提供了一种便捷、轻松的操作体验。
备:为迎合用户对的控制系统的使用习惯,精准与国际先进控制系统厂商均有友好合作,可任意选配日本发那科(FANUC)、三菱(MITSUBISHI),德国西门子(SIEMENS)、海德汉(heidenhain)。用户可以利用现有的技术基础,对机床控制技术进行更深层次的挖掘。



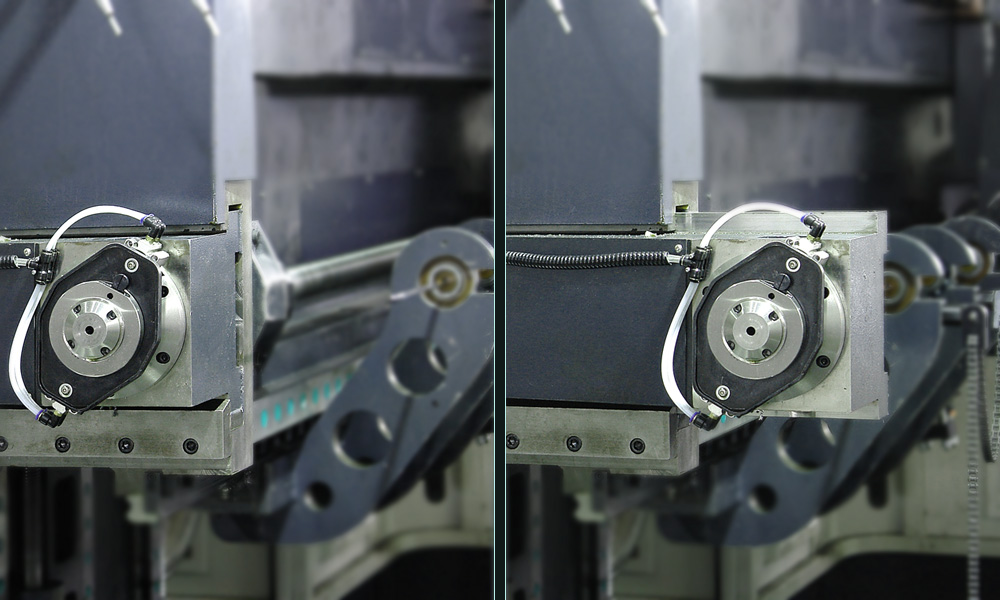
为实现真正意义上的铣削功能,即将铣刀直接安装在主轴头上,而非在铣刀和主轴头之间使用辅助杆连接。需要临时卸除深孔钻的导向装置以及支撑装置,避免成为铣削主轴移动的障碍。同时考虑到钻孔同铣削功能之间切换的便捷性,精准公司运用了一种创新巧妙的设计方式。
导套座在枪钻加工过程中起钻头导向作用,需要承载钻头在加工时产生的振动,导套座的刚性直接决定了深孔加工的精度。
精准独家采用方形滑枕结构,由液压缸推出导套座在工作位置及避让位置的切换,并在操作系统上一键控制。方形滑枕结构相比普通线轨具有更强的抗振能力,在∮20mm 以上的大孔径加工或单管钻加工时表现尤为突出。在避让位置、切换速度以及结构刚性的设计上均融入了最新技术,在铣削加工时,导套座移动到避让位置,主轴可移动至顶端直接固定铣刀进行重切削加工;在深孔加工时,导套座移动到工作位置,轻松实现枪钻加工以及单管钻加工。
支撑架主要在枪钻加工过程中对钻杆中间部位进行支撑,由于钻杆材料具有较强的韧性,小直径枪钻在高速运转时会发生强烈的抖动,需要在钻杆每40倍径的位置设置支撑点。
同样出于钻铣功能切换的需要,支撑架的避让位置也需要设计合理。为保证切换的便利性,精心设计两段轨道,一段用于避让的活动轨道,一段用于工作的运动轨道。在铣削模式下,将支撑架全部固定在活动轨道上,对主轴移动不造成障碍;在钻孔模式下,活动轨道跟运动轨道对接,将支撑架推送至运动轨道上,对枪钻起支撑作用。活动轨道采用液压缸推动,并由操作系统一键控制,如此设计,即简单又实用。

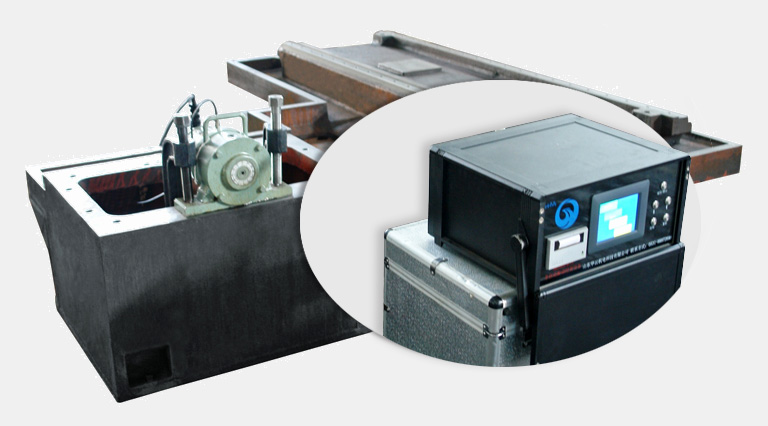
众所周知,枪钻是一种内冷外排屑系统,高压切削液通过中空的钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻杆外部的V型槽中排出。枪钻一般适用于∮30mm以下的小孔径加工,当孔径达到∮40mm以上时,已经完全超出枪钻的加工范围,七轴机融合了专攻大孔径的单管钻技术,作为枪钻加工的技术补充,两者结合可包揽大小孔径。
单管钻是属于一种外冷内排屑方式,和枪钻相反,切削液通过授油器从钻杆的外壁与工件之间的空隙进入,到达刀具头部进行冷却润滑,并将切屑由钻杆内部排出。主要适用于∮20mm以上的大孔径加工。
本机应用的单管钻有诸多优点:
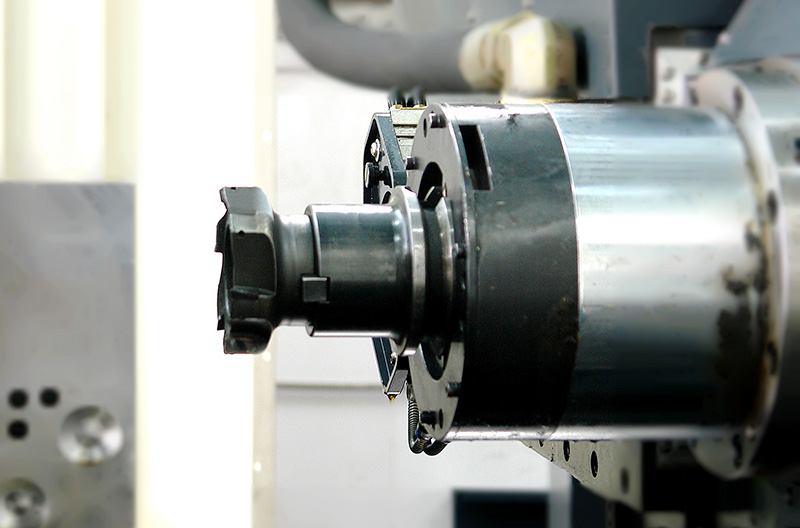
要使钻床能发挥出纯粹的铣床性能,必须满足其轻切削及重切削的双重需求。重切削则是对机床多方面性能的考验,如机床刚性、主轴规格、电机功率等。
本机采用BT50主轴及18.5KW主轴电机,提高主轴的刚性和电机输出扭力,能轻松实现重铣削以及单管钻大孔径加工。