



 您现在的位置:
您现在的位置:喷吸钻VS单管钻
喷吸钻VS单管钻
兩者都是用在深孔加工产业上,究竟兩者有什么区别?
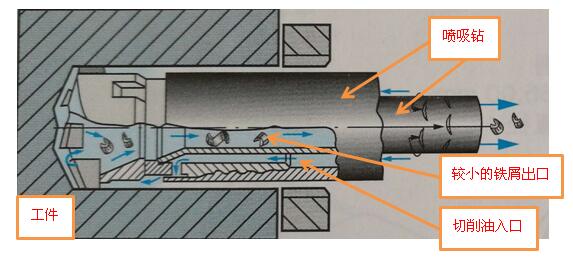
A:喷吸钻
优点: 由于供油是通过旋轉连接器,导向座是用来起支撑的作用,导向座不需贴緊工件,在多角度的加工工序上,确是较为方便。
缺点: 同一條管要分二路,一路是油道,另一路用作排铁屑,所以很容易堵塞。
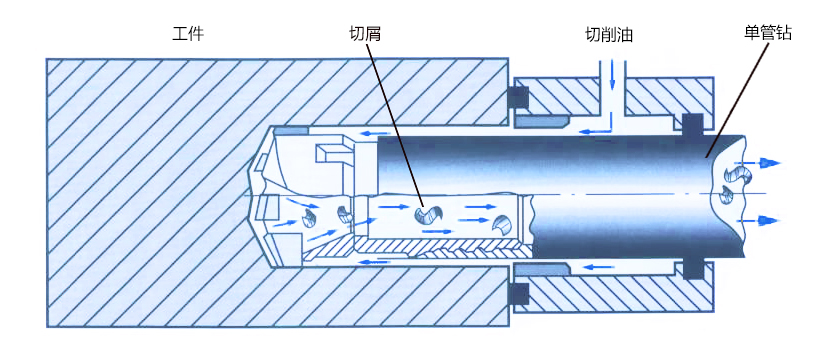
B:单管钻
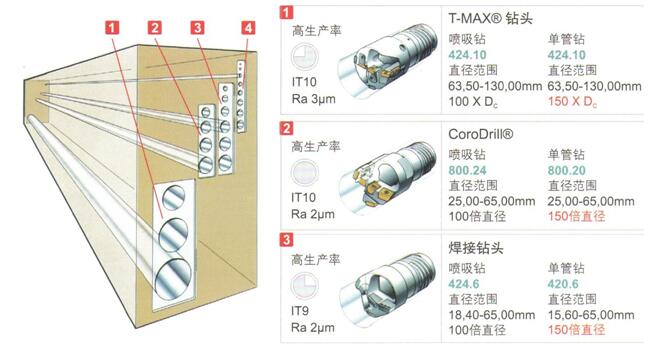
优点:据“山特维克”资料显示,单管钻加工深度是150倍直徑,而喷吸钻只是100倍直徑。另外,管里只有一條排铁屑通道,所以相对来说,没有像喷吸钻那么容易堵塞,而且效率较高。
缺点: 必须緊贴工件,才可以顺利加工,所以碰上多角度加工的工序上,必须做些前期工件,确保导向座緊贴工件上。
还有单管钻製造工序比较繁复,成本较高,所以不是很多公司愿意提供。
客户考虑買那款的時侯,必须了解自身情况,是不是经常有斜度大孔徑要加工,若是,建议客户选喷吸钻;若不,建议选单管钻。
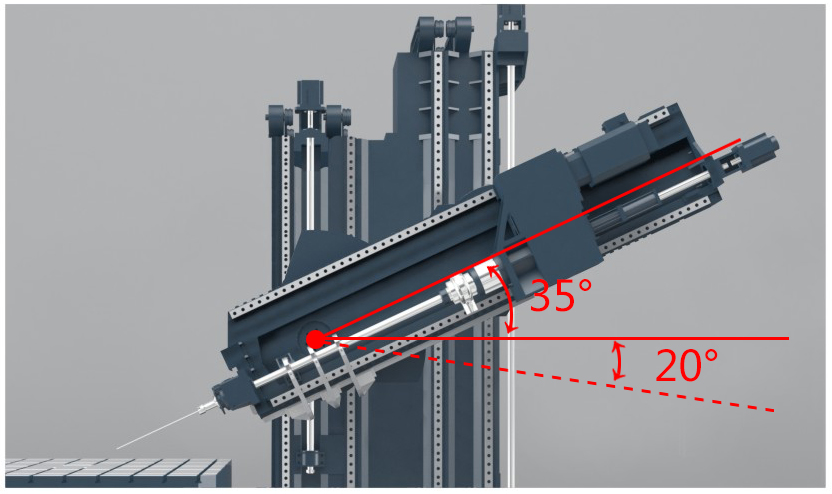
无論客户选那款,精準七轴深孔钻,也可以给客户提供。由于制作喷吸钻的相关工序较为简单,若客户购買我司七轴角度深孔钻选配喷吸钻功能的話,每台机减5000元。

兩者都是用在深孔加工产业上,究竟兩者有什么区别?
A:喷吸钻
优点: 由于供油是通过旋轉连接器,导向座是用来起支撑的作用,导向座不需贴緊工件,在多角度的加工工序上,确是较为方便。
缺点: 同一條管要分二路,一路是油道,另一路用作排铁屑,所以很容易堵塞。
B:单管钻
优点:据“山特维克”资料显示,单管钻加工深度是150倍直徑,而喷吸钻只是100倍直徑。另外,管里只有一條排铁屑通道,所以相对来说,没有像喷吸钻那么容易堵塞,而且效率较高。
缺点: 必须緊贴工件,才可以顺利加工,所以碰上多角度加工的工序上,必须做些前期工件,确保导向座緊贴工件上。
还有单管钻製造工序比较繁复,成本较高,所以不是很多公司愿意提供。
客户考虑買那款的時侯,必须了解自身情况,是不是经常有斜度大孔徑要加工,若是,建议客户选喷吸钻;若不,建议选单管钻。
无論客户选那款,精準七轴深孔钻,也可以给客户提供。由于制作喷吸钻的相关工序较为简单,若客户购買我司七轴角度深孔钻选配喷吸钻功能的話,每台机减5000元。